全國服務咨詢熱線:
15216837090
15216837090

1、液壓控制系統的功能要求
混合機液壓系統的升降和旋轉要求動作平滑、控制平穩、精度在±2r/min。系統實現的功能如下:
a.調節旋轉方向和無級調速。
b.要求能夠實現遠程控制(以下簡稱遠控)和就地控制(以下簡稱近控)兩種功能。遠控在控制大廳的控制臺計算機上進行操作,近控在主機現場操作。
c.手動和自動兩種控制方式。手動工況下,按照需求實現升降、旋轉等單步動作; 自動工況下,在溫度、真空度等其他條件達到后,實現主機和混合槳自動按設定位置、設定升降、設定時間、設定工段、設定轉向和設定速度進行升降、旋轉等全工藝過程動作。
2、硬件部分
混合機液壓控制系統的硬件設計以PLC系統和計算機系統為核心,計算機與PLC的CPU之間通過通信電纜實現雙向數字通信。
PLC是一種專為在工業環境中應用而設計的具有計算機功能的電子裝置。可執行邏輯運算、順序運算、定時、計數及算術運算等操作指令,通過數字式、模擬式的輸入輸出使外圍設備與工業控制系統形成一個整體,實現對各類機械或生產過程的控制。PLC機型選擇的基本原則應該是在滿足功能要求的情況下,主要考慮結構、功能、統一性及在線編程要求等。本系統采用三菱FX3U,包括CPU模塊、AD模塊和DA模塊。PLC收集行程開關、按鈕等開關量信號,溫度、壓力等傳感器模擬量信號; CPU進行信號處理、數學運算等程序處理,發出指令驅動液壓系統的升降油泵、旋轉油泵、升降閥及旋轉閥等按程序完成動作。
輸入輸出單元是PLC與外界連接的接口。輸入單元接收來自用戶的各種控制信號,通過連接電路將這些信號轉換成中央處理器能夠識別和處理的信號。CPU讀取輸入信號并進行處理,然后將處理結果輸送到輸出單元,輸出單元控制設備的執行元件。
混合機液壓控制系統的硬件配置如圖1所示。根據系統的工藝要求、控制功能和I/O點數選擇的三菱FX3U,其CPU模塊為FX3U-128,包含128點DI(開關量輸入模塊) 、DO(開關量輸出模塊),擴展模塊為兩塊3U-4AD(4通道模擬量/數字量轉換模塊)和一塊3U-4DA(4通道數字量/模擬量轉換模塊)。行程開關、按鈕、旋鈕及超溫超壓超速報警信號等作為開關量輸入至CPU模塊,CPU模塊輸出開關量控制信號至油泵、真空泵及空壓機等接觸器和中間繼電器,上升閥/下降閥/正轉閥/反轉閥等,位置、升降、旋轉等狀態指示燈。4AD模塊用于油溫、料溫、夾套溫度、真空、轉速及油壓等傳感器模擬量的運算處理。4DA模塊用于轉速比例放大。
圖1 混合機液壓控制系統的硬件配置框圖
利用電液比例控制技術實現液體壓力和流量連續且按比例地跟隨控制信號而變化。電液比例閥的優點有: 方便地實現自動控制、遠程控制和程序控制; 把電的快速性、靈活性等與液壓傳動功率大等優點結合起來; 連續且按比例地控制執行元件的力、速度和方向,并防止壓力或速度變化時的沖擊現象。組成電液比例控制系統的基本元件包括:
a.指令元件,產生并輸入給定控制信號;
b.比較元件,把給定輸入與反饋信號進行比較,得到的偏差信號作為電控器的輸入;
c.電控器,對輸入信號進行加工、整形和放大,以便達到電- 機械轉換裝置的控制要求;
d.比例閥,電、機械轉換器和液壓放大元件。
混合機的旋轉控制采用了比例放大技術,由比例閥和比例放大器實現。通過電信號大小控制比例閥的換向與開度,從而控制混合機的旋轉換向和速度控制。本系統采用的比例放大器包括電源、信號源輸入、信號處理及比例放大板等,它與比例閥配套使用,設有整流、濾波、穩壓、過載保護、信號輸入、斜坡升降調節、前置放大及功率放大等有關電路。
轉速比例放大原理框圖如圖2所示。控制轉速有手動、自動兩種模式。手動方式由人工調節電位器,輸入信號至比例放大器,比例放大器相應輸出0~680mA信號至比例電磁鐵,驅動比例線圈,實現油口切換和不同開度的目的,達到混合槳旋轉方向和不同速度的要求; 自動方式從計算機上設置轉速,PLC程序進行轉速顯示、控制、運算和信號處理,得到轉速控制信號,轉速控制信號通過4DA模塊將數字信號轉換為模擬量信號1~5V(DC),該信號輸入至比例放大器,比例放大器相應輸出0~680mA信號至比例電磁鐵,驅動比例線圈。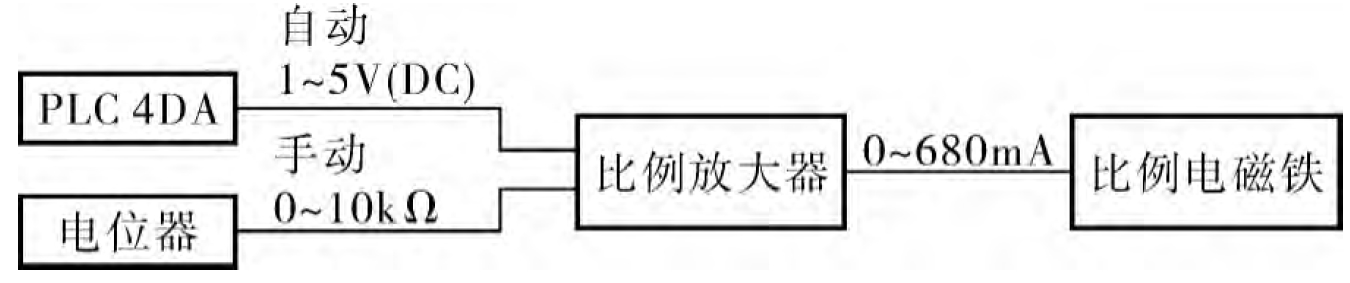
圖2 轉速比例放大原理框圖
3、軟件部分
3.1轉速自動控制程序
計算機操作軟件采用組態王6.55軟件,實現全工藝過程的顯示與操作,包括參數顯示、狀態指示、工藝設定及主機操作等。
混合機液壓控制系統的轉速自動控制程序由PLC實現,開發平臺為三菱GX Developer。轉速自動控制流程如圖3所示。
檢查DA模塊是否正常,與機架號比較,若出現錯誤則進行報警處理。然后定義DA模塊量程,即4個通道都為-10~10V(DC)輸入,相應為-10000~10000個字。當執行自動程序時,首
先判斷是否滿足自動條件,即是否有液壓油堵、超溫、超壓和主機位置不到位。如果有,則進入報警程序處理; 如因意外情況導致轉速超速,則進入限速和報警處理程序。實際轉速與設定轉速比較,設置判斷帶寬,如果實際轉速小于設定值帶,則增加DA模塊的輸出量,直至等于設定值為止。如果實際轉速大于設定值帶,則減小DA模塊的輸出量,直至等于設定值。帶寬不能過大,否則轉速控制不平穩,精度不夠; 帶寬也不能過小,否則執行機構頻繁動作,影響性能。經多次調試,比例放大系統和轉速自動控制系統的各個參數都達到了要求,系統動作平穩,控制精度優于工藝要求。
圖3 轉速自動控制流程
3.2轉速測量參數及其調試
轉速傳感器輸出脈沖信號至控制系統,轉速V 的計算公式如下:
式中f ———頻率輸入值,Hz;
KK1———輸入增益;
KK2———傳感器每轉發生的脈沖個數;
KK4———標度增益;
PB1———輸入零點;
PB4———標度零點;
SL0———轉速時間,min。
計算由CPU完成,SL0、KK2、KK4和PB4用于標度轉換,KK1和PB1用于精度調整。在本系統中,液壓馬達每轉一圈,傳感器感應10個脈沖。
經多次調試后確定了相關參數,測試結果表明其測量線性度好,測量精度優于工藝要求。本系統中轉速V與頻率f的關系曲線如圖4所示。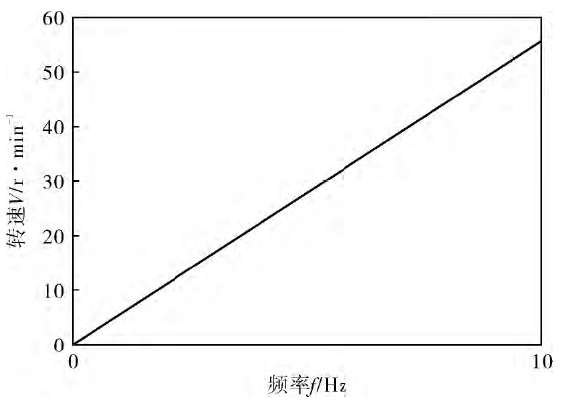
圖4 轉速與頻率的關系曲線
3.3安全設計
由于混合機混合的原材料屬危險品,屬危險作業,因此,為保證生產過程、設備和操作人員的安全,安全系統設計非常重要。
3.3.1轉速安全保護
轉速安全保護設置兩級轉速保護,由PLC程序實現。其中,二級為設定轉速的110% ,一級為圖4轉速與頻率的關系曲線設定轉速的120%。
在正常情況下,當轉速達到設定轉速時,PLC會自動停止增速。當有意外發生,如果沒有停止增速,且轉速升高到二級指標時,PLC發出控制信號實施速度鉗位,并發出聲光報警。如果轉速失控,仍然升高,當轉速升高到一級指標時,PLC發出控制信號,立即停止轉動,并開始卸真空和主機下降,直到達到下限位,同時發出聲光報警。
3.3.2安全聯鎖
為實現安全聯鎖,設計遠控系統用于在控制大廳進行遠程隔離操作,從操作上保證了安全。
PLC程序中設計的安全聯鎖有:
a.遠控/近控聯鎖,處于遠控狀態時,近控所有操作無效; 反之,處于近控狀態時,遠控所有操作無效。
b.正轉/反轉聯鎖,處于正轉狀態時,反轉操作無效; 反之,處于反轉狀態時,正轉操作無效。
c.門機聯鎖,設備處于運行狀態時,啟動開門無效; 如果沒有關好門,啟動設備無效。
d.手動/自動聯鎖,處于手動狀態時,自動操作無效; 反之,處于自動狀態時,手動操作無效。
3.3.3超限處理與報警
超限處理與報警由PLC 程序實現,觸發源與報警處理詳見表1。
| 觸發源超限 | 處理與報警 |
| 主機超溫 | 停止轉動,主機下降,聲光報警 |
| 夾套溫度 | 超溫停止加熱,聲光報警 |
| 油溫超溫 | 油加熱器停止,聲光報警 |
| 漏油 | 主機下降,油泵停止,聲光報警 |
| 扭矩超限 | 主機下降,油泵停止,聲光報警 |
| 主機未到位 | 不能進行上升操作 |
| 超壓 | 油泵停止,聲光報警 |
| 超速 | 停止轉動,聲光報警 |
表1 超限處理與報警項目
3.3.4急停
當有意外情況發生時,按下“急停”按鈕,停止油泵、升降、旋轉、加熱及抽真空等全部的動力動作,以保證工作人員、生產和設備的安全。
4、結束語
電話
微信掃一掃

 當前位置:
當前位置: